
Ein wichtiger Teil der hochmodernen Fertigung ist der innerbetriebliche Materialtransport zwischen den einzelnen Fertigungslinien. Hier kommen insgesamt sieben Automatikkrane von ALTMANN zum Einsatz.
Die Automatikkrane erfüllen u.a. folgende Leistungsdaten:
Tragkraft: bis 12.500 kg
Krangeschwindigkeit: 120 m/min
Katzgeschwindigkeit: 60 m/min
Hubgeschwindigkeit: 40 m/min
Anfahrgenauigkeit: +/- 1 mm in jeder Achse
Lagerhauskran

Abb. 1: Automatikkran für Holzstapeltransport
Auf einer Lagerfläche von knapp 6.000 m² werden Spanplattenpakete mit Längen von 2.800 mm bis 5.800 mm, Breiten von 1.830 mm bis 2.825 mm und Höhen von 100 mm bis 1.500 mm bis zu einer Höhe von 11 m vollautomatisch gestapelt.
Die Aufträge dazu werden über ein übergeordnetes Prozessleitsystem an die Kransteuerung übermittelt, dort gegengeprüft und abgearbeitet. Das findet natürlich innerhalb von Sekundenbruchteilen statt.
Entscheidende Anforderungen an das Automatikkran-System sind:
- Sicheres Aufnehmen der unterschiedlichen Spanplattenstapel
Um v.a. bei der Lagerbuchhaltung keine fehlerhaften Zustände zu generieren werden die Stapel beim Aufnehmen vermessen und mit den Auftragsdaten verglichen.
Abweichungen werden bis zu einer gewissen Toleranz akzeptiert und beim Ein- und Auslagern berücksichtigt.
Außerhalb der Toleranz wird ein entsprechendes Abweichungstelegramm an das Prozessleitsystem übermittelt.
- Zuverlässiger 24-Stunden-Betrieb
Eine effektive Produktion muss rund um die Uhr und sieben Tage die Woche in Betrieb stehen. Würde der Automatikkran ausfallen, stünde der gesamte Werks-Warenfluss still.
Dass das nicht passiert, wird der Automatikkran entsprechend hochverfügbar in allen Baugruppen ausgelegt.
- Höchste Präzision beim Stapeln
Das vollgestellte Warenlager ist für Mensch und Maschine aufgrund der optimalen Platznutzung nicht mehr zugängig. Fehlerhaftes Stapeln oder instabile Türme, im schlimmsten Fall sogar kippende Türme, für einige Zeit offline ist, der Kran aber weiterhin über manuelle Auftragsanlage seinen Dienst verrichtet würden das Lager für Wochen unbenutzbar machen.
Sämtliche Toleranzen des Fertigungsprozesses von der Herstellung des einzelnen Bretts, über deren Stapelung zu einem Paket bis hin zum Transport zum Übergabepunkt im Warenlager muss der Automatikkran in der Lage sein zu kompensieren. Gleichzeitig muss die Positioniergenauigkeit höchsten Ansprüchen genügen, um ein fehler- und unfallfreies Handhaben der Plattenpakete sicher zu gewährleisten.
- Flexible Anpassung an veränderte Stapeltürme
Je nach Lagerdauer können sich die Türme um einige Zentimeter setzen. Der Greifer des Automatikkrans darf daher beim Auslagern nicht die Position anfahren, die er beim Einlagern verwendet hat. Er muss vielmehr in der Lage sein, diese Veränderungen zu erkennen und richtig darauf zu reagieren.
- Integriertes Lagerverwaltungssystem
Dieses ist für die Auftragsprüfung unabdingbar. Es ist unter allen Umständen zu vermeiden, dass es zu Kollisionen kommt, weil ein Lagerplatz bereits belegt ist: Auch darf es nicht passieren, dass der Stapel in der Luft abgelegt werden soll.
Ein weiterer Nutzen ist der automatische Lagerabgleich für den Fall, dass das Prozessleitsystem für einige Zeit offline ist, der Kran aber weiterhin über manuelle Auftragsanlage seinen Dienst verrichtet.
Spänekran

Abb. 2: Automatikkran mit Zweischalen-Motorgreifer für Hackschnitzel
Leistungsdaten:
Tragkraft: 12.500 kg
Krangeschwindigkeit: 120 m/min
Katzgeschwindigkeit: 60 m/min
Hubgeschwindigkeit: 40 m/min
Hubhöhe: 16.000 mm
Anfahrgenauigkeit: +/- 1 mm in jeder Achse
Greifervolumen: 14 m³
Umschlagsleistung: 300 m³/h
Zur Versorgung der Fertigung mit dem notwendigen Rohstoff dient ein Spänebunker mit einem Fassungsvermögen von rund 18.600 m³.
Der Automatikkran lagert das über LKW angelieferte Material in den Vorratsbunker ein. Die Auslagerung erfolgt bedarfsgerecht in einen fest installierten Abkippbehälter hinein mit integrierter Förderschnecke. Von dort wird das Material an die weitere Produktionskette gefördert.
Verschiedene, vom Leitstand aus vorzugebende, Entleerungsprogramme ermöglichen es, den Bunker sektional vom Automatikkran entleeren zu lassen und damit Schwelbrände, die durch Druck und Reibung entstehen können, vorzubeugen.
Die Steuerung am Automatikkran ist mit einer selbstauslösenden Feuerlöschanlage ausgerüstet.
Die Strom- und Datenleitungen zum Motorgreifer erfolgt über eine trommelbare Energiekette, die motorisch angetrieben und mit dem Hubwerk synchronisiert wird. Dies ist umso bemerkenswerter als dass die Synchronisierung des Hubwerks ständig den sich ändernden Durchmesser der Energiekette bei der Regelung berücksichtigen muss!
Besonderes Augenmerk wurde auf das Hubwerksdesign und die Greiferaufhängung gerichtet. Kein Anwendungsfall ist schwerer für ein Hubwerk und einen Seiltrieb wie der Greiferbetrieb.
Mittels vier separat angesteuerten Seiltrommeln, die millimetergenau synchronisiert werden, wird ein Rahmen mit flexibler Greiferaufhängung vom Hubwerk gehoben. Das ermöglicht das Ausgleichen der Querkräfte und Verwinden beim Schließen des Greifers. Die Hubseile werden damit deutlich entlastet und Schrägzug vermieden.
Shuttle
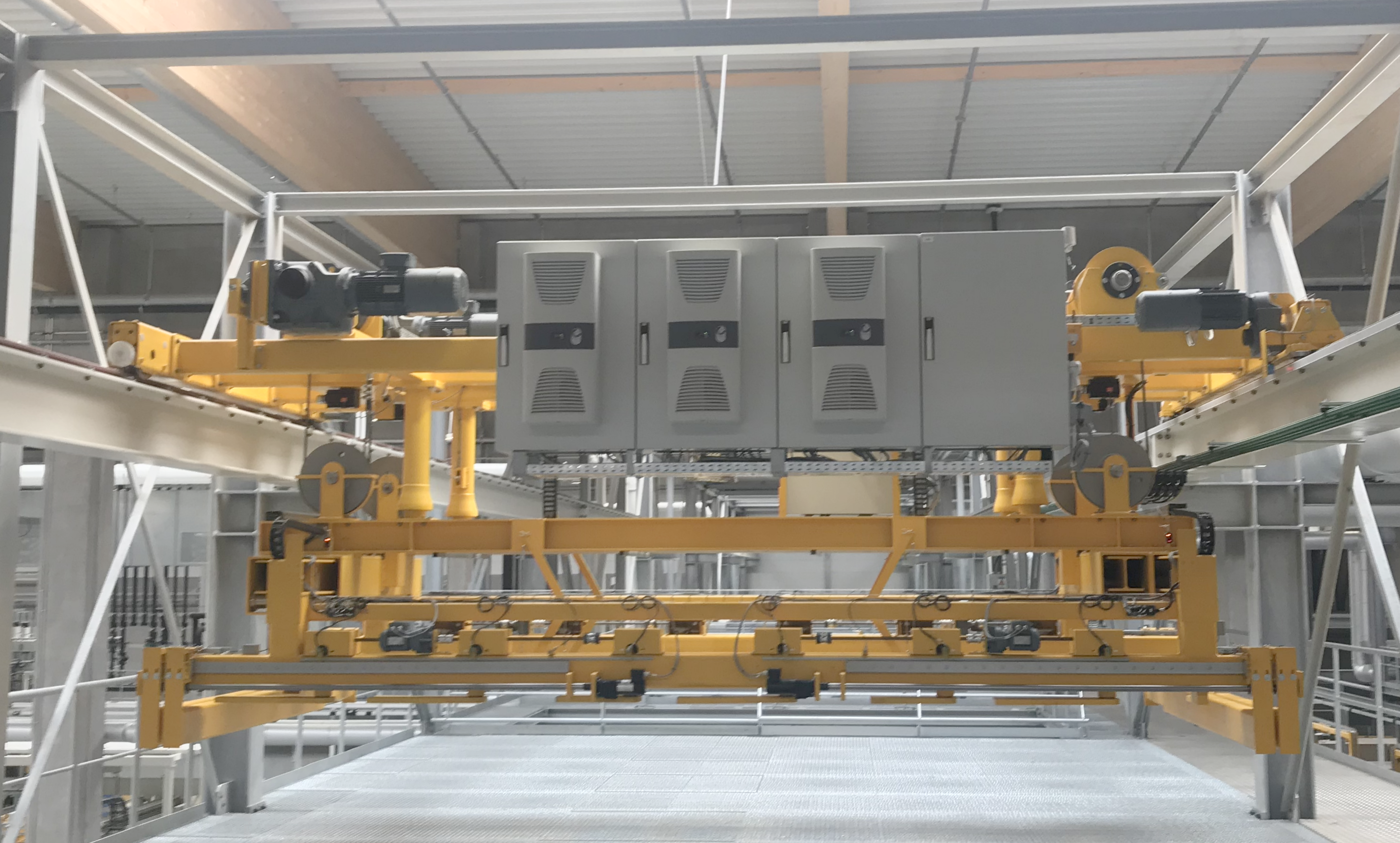
Abb. 3: Automatikkran Shuttle zum Holzstapeltransport
Leistungsdaten:
Tragkraft: 12.500 kg
Krangeschwindigkeit: 120 m/min
Hubgeschwindigkeit: 40 m/min
Anfahrgenauigkeit: +/- 1 mm in jeder Achse
Der innerbetriebliche Transport der Plattenpakete zwischen den einzelnen Fertigungsstationen bzw. zu den Pufferplätzen erfolgt über insgesamt fünf Shuttle.
Diese sind dort, wo sie im Gefahrenbereich von Personen agieren, mit einer mehrteiligen Absturzsicherung ausgerüstet, die die Pakete während des Fahrens und Hebens sichern.
Der Greifer mit Absturzsicherung muss dabei die unterschiedlichen Plattengrößen genauso sicher greifen und handhaben können wie der Automatikkran im Warenlager.
Für die Funktionsfähigkeit der Automatik-Shuttle ist die dauerhafte Kommunikation mit dem übergeordneten Prozessleitsystem von enormer Wichtigkeit. Der Integration in die komplexe Sicherheitstechnik der übrigen Fabrik kommt hier besonderer Bedeutung zu.
Mensch-Maschine-Schnittstelle
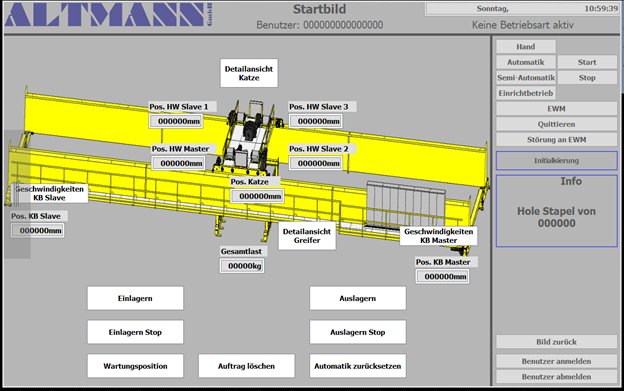
Jede Anlage ist mit einer Visualisierung ausgerüstet, die zum einen den Bediener über alle wichtigen Statusinformationen versorgt und zum anderen das Instandhaltungspersonal rasch und zielgerichtet führt.
Sie bietet sämtliche Möglichkeiten zur Einrichtung und Anpassung des Automatikkrans.
Die Bedienoberfläche ist dreisprachig ausgeführt, um allen Beteiligten die Möglichkeit zu geben, in seiner Muttersprache die Informationen abzurufen. Selbstverständlich werden alle visualisierten Informationen auch an das Prozessleitsystem übermittelt.
Weitere Informationen/redaktioneller Beitrag:
Zeitschrift: f+h, Ausgabe: 4/2021, Seite: 42 - Stichwort: Automatikkrane bilden Rückgrat des Materialtransports in Spanplattenwerk
http://digital.foerdern-und-heben.de/f-h-fordern-und-heben-4-2021/65407403/42




